Introduction to the Lost Foam Casting Process
Process Steps
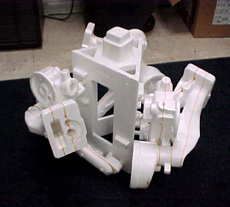
1. Mold Foam Pattern Sections
2. Age Patterns
3. Assemble the Patterns
4. Clustering
5. Coating
6. Drying
Coating is dried in an oven at 120oven at 120 - 140°F (49 - 60°C) for 3 to 5 hours.
7. Compaction
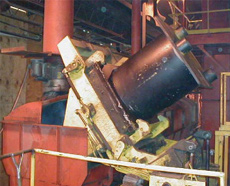
8. Metal Pour
9. Extraction
Final Casting